

聯系我們
聯系電話:4008-168-880
深圳總部銷售客服:13714053430
深圳總部傳真:0755-89501950
深圳總部售后:13714053430
在線QQ:4008168880
skype:tflaser1
激光焊接機器人3個常見故障和6機器人編程技巧
信息來源:本站 日期:2019-09-18
激光焊接機器人在長時間的工作中有時會出現各種故障。要想解決這些故障,我們要先檢查故障原因。通發激光小編認為,我們可以從以下幾點來入手:
1、機器人編碼器上數據存儲的電池無電或者已經損壞拆卸編碼器脈沖數據存儲的電池安裝盒,對電池盒每節電池的電壓進行測量,均在1.4V以下,電池電壓明顯偏低,更換新電池,再對故障進行復位。
2、控制器內伺服放大器控制板出故障,檢查伺服放大器LED上方的2個DC鏈路電壓檢測螺絲,確認DC鏈路電壓。如電壓高于50V,伺服放大器控制板處于異常狀態。電壓低于50V,可初步判斷處于正常狀態。進一步對伺服放大器控制板的LED顏色進行觀察,確認電源電壓輸出正常,沒有外部緊急停止信號輸入,與機器人主板通信正常可排除伺服放大器控制板損壞。

TFL-1000F激光焊接機器人
3、線路損壞對機器人控制器與機器人本體的外部電纜連線RM1、RP1進行檢查,RM1為機器人伺服電機電源、抱閘控制線,RP1為機器人伺服電機編碼器信號以及控制電源線路、末端執行器線路和編碼器上數據存儲的電池線路等線路。拔掉插頭,對編碼器上數據存儲的電池線路進行檢查。拔掉M1電機的脈沖控制插頭M1P,同樣的方法檢查M2~M7電機全部為0,可判斷編碼器上數據存儲的電池線路損壞。
機器人編程技巧:
(1)選擇合理的焊接順序。以減小焊接變形、焊槍行走路徑長度來制定焊接順序。
(2)優化焊接參數。為了獲得最佳的焊接參數,制作工作試件進行焊接試驗和工藝評定。
(3)焊槍空間過渡要求移動軌跡較短、平滑、安全。
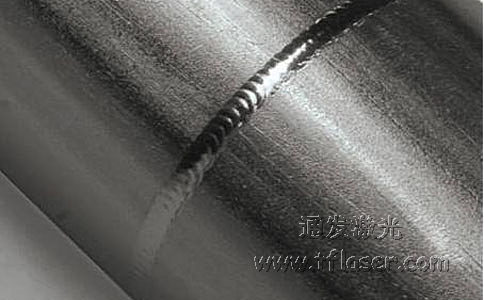
激光焊接效果
(4)編制程序一般不能一步到位,要在機器人焊接過程中不斷檢驗和修改程序,調整焊接參數及焊槍姿態等,才會形成一個好程序。
(5)合理的變位機位置、焊槍姿態、焊槍相對接頭的位置。工件在變位機上固定之后,若焊縫不是理想的位置與角度,就要求編程時不斷調整變位機,使得焊接的焊縫按照焊接順序逐次達到水平位置,同時,要不斷調整機器人各軸位置,合理地確定焊槍相對接頭的位置、角度與焊絲伸出長度。工件的位置確定之后,焊槍相對接頭的位置通過編程者的雙眼觀察,難度較大。這就要求編程者善于總結積累經驗。
(6)及時插入清槍程序。編寫一定長度的焊接程序后,應及時插入清槍程序,可以防止焊接飛濺堵塞焊接噴嘴和導電嘴,保證焊槍的清潔,提高噴嘴的壽命,確保可靠引弧、減少焊接飛濺。
激光焊接機器人是機電一體化的高技術產品,是企業的自身能力的體現,它的發展加速我國國產機器人的發展。


